IBC ton drum is mainly produced by extrusion blow molding. The billet blowing stage is a complex process due to the interaction of billet wall thickness distribution, billet temperature distribution, billet blowing pressure and material characteristics before blowing. Today, we are going to talk about how to adjust the curve of IBC tank blowing machine.
I. The use range of IBC tank
IBC ton drum standard name for medium bulk container, it consists of tank and frame. Compared with round barrels, IBC ton barrels can save 35% of the storage space, and can be reused many times, greatly reducing the cost of use. IBC tons are also widely used in life, and are more common in chemical industry, filling, transportation and other fields. Their characteristics of easy stacking save space and make them more economical and durable. IBC ton drum is blow molded at one time, the outer sheath is welded grid with square galvanized steel pipe, and the chassis adopts European standard all-steel tray with four-way inlet fork, which is firmly placed. The bottom is equipped with a discharge valve to facilitate the removal of the liquid contained in the container. The top device is equipped with imported precision breathable valve, suitable for filling products that produce gas during storage or transportation.
II IBC tank blowing molding machine curve adjustment method
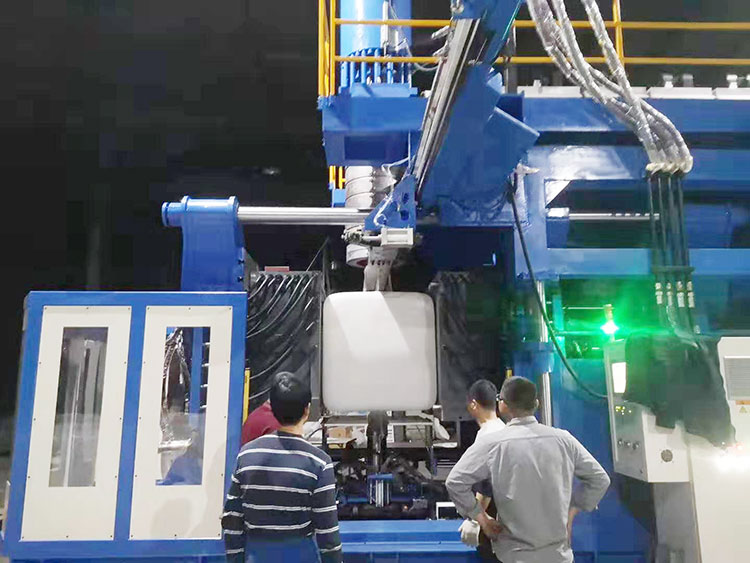
IBC TON DRUM PLASTIC BLOW MOLDING MACHINE from single layer to three layers co-extrusion, to meet the different needs of users, customers can be customized according to the actual needs. IBC ton drum blowing molding machine all the billet heads are equipped with sight device; And equipped with billet wall thickness control system and adjustable die and mandrel, IBC ton barrel blow molding function to optimize the wall thickness of products, and save plastic raw materials, cost saving for enterprises. IBC TON blow molding machine adopts shunt shuttle or core shaped curve mandrel, the wall thickness of shape billet is more uniform, and the color change is more convenient.
Method one:
How to adjust the curve on the surface of IBC ton barrel molding items? When not blown to the cavity design size, the program control device should be adjusted to reduce the thickness of the billet wall; The melt temperature of billet was increased and the expandability ratio of billet was decreased. Replace the resin with small shrinkage rate, lengthen the blowing time, reduce the cooling temperature of the mold; Appropriately raise the pressure of compressed air.
In addition, the curve of IBC ton barrel blowing machine should be adjusted well, and the thickness of embryos can be controlled by checking the traction speed regularly, so as to ensure no deviation in the production process and improve the production quality. Periodically check whether the temperature control is in good condition and the heating appliance is in good condition. If an exception occurs, rectify it in a timely manner. Observe whether the embryo thickness is uniform and whether the blow molding width of the blow molding machine is deviated, and adjust it in time. Check whether there are other impurities in the raw material. If necessary, stop the machine for inspection and take it out to avoid damaging the machinery and affecting its normal work. Keep the workplace clean, tidy, dry and ventilated.
Method 3:
Fix the IBC ton drum to the testing table and check whether the screws are firm. Close the valve, and then fill the container, place special foaming liquid, test whether the curve part leakage. Repeatedly test the ton barrel valve, and observe whether the ton barrel valve leaks.
The above three methods can be simple and effective to adjust the IBC ton barrel blowing molding machine curve, the content of this article will first share here, interested in can continue to pay attention to us.













")

